従来の合金製造では、ステンレス鋼のような材料を作るために、成分を高温で溶かすことが一般的です。しかし、少量しか必要とされない場合や、合金化のために溶融が実行不可能な場合は、メカニカルアロイングが実行可能な代替案を提供します。
1960年代後半、この方法はニッケル-鉄合金の製造に採用されました。
1960年代後半には、この方法がニッケル-鉄合金の製造に採用されました。メカニカルアロイングは、粉末粒子を繰り返し冷間溶接、破壊、再溶接することにより、材料の均質性を達成する粉末加工技術です。

メカニカルアロイング原理
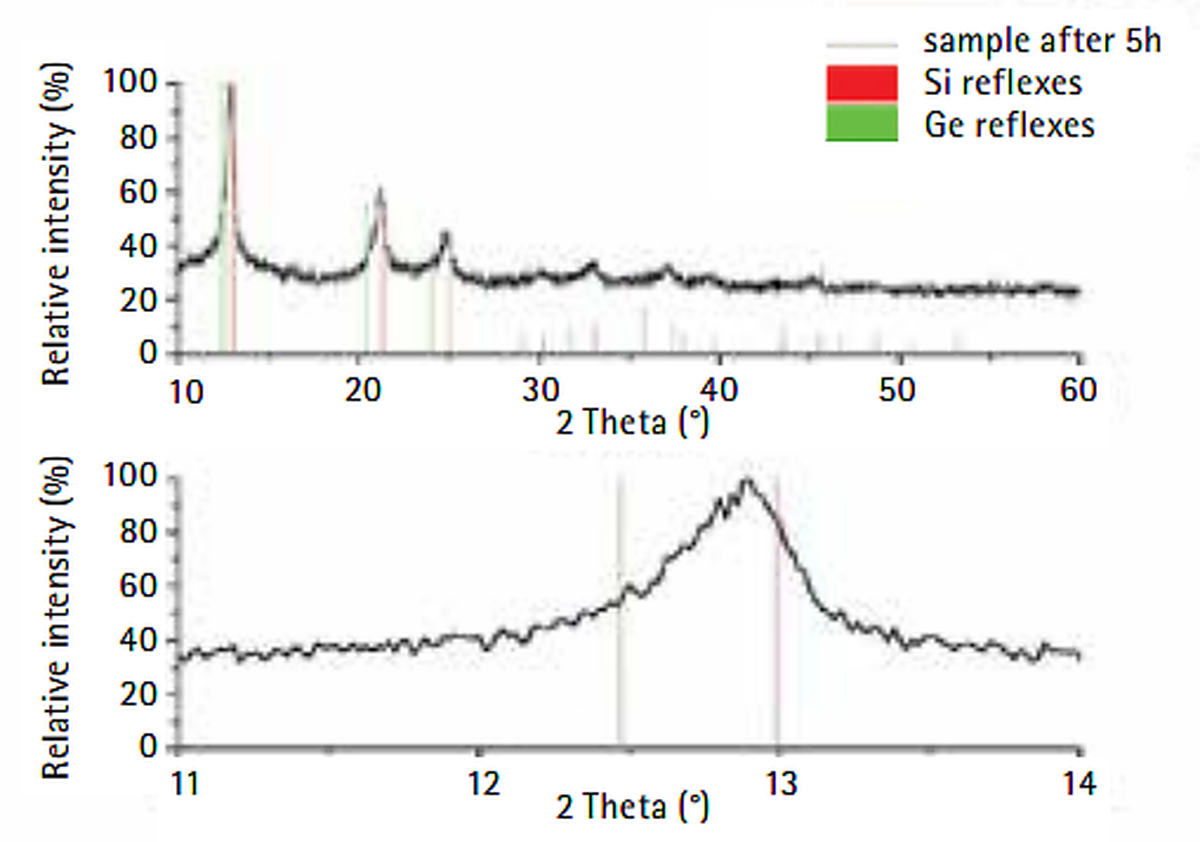
粉末粒子の5時間後の断面光学顕微鏡写真")
写真(上面図)")