Processing and Activation of Supplementary Cementitious Materials (SCMs): Cement Replacement Materials and Clay Activation Technology
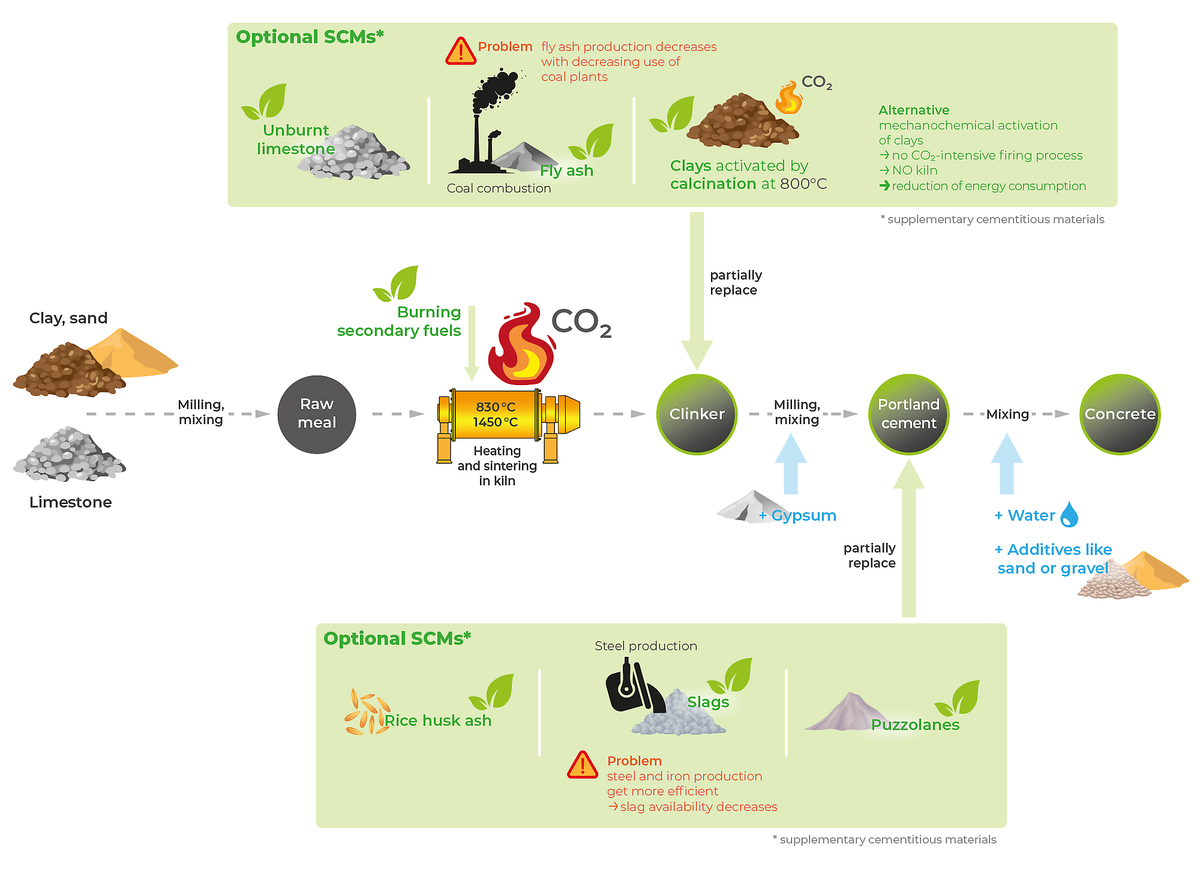
Supplementary cementitious materials (SCMs) are widely used cement replacement materials that substitute part of the limestone or traditional Portland cement clinker in cement and concrete. Using supplementary cementitious materials (SCMs) is one of the most effective levers for reducing CO₂ emissions because clinker production generates large amounts of CO₂: first from the chemical reaction during limestone calcination, and second from the energy demand of the high‑temperature kiln process. By replacing e.g. a portion of clinker with SCMs, less clinker is required, which directly lowers process‑related CO₂ emissions. In addition, many SCMs are industrial by‑products or locally available mineral resources, which can reduce virgin resource consumption and support circular‑economy principles.
| Clinker Substitute | Substitute for Portland Cement | |||
| Unburnt limestone | Puzzolans | |||
| Seashells contain large amounts of lime and, once ground, can be used similarly to unburnt limestone. | Slags: Waste materials from steel production are recycled. However, these industrial processes are becoming more efficient, reducing the availability of slag. | |||
| Fly ash: Due to the decreasing use of coal‑fired power plants, the availability of fly ash is steadily declining. | Ash from food waste, such as rice husks, can be used to replace Portland cement. | |||
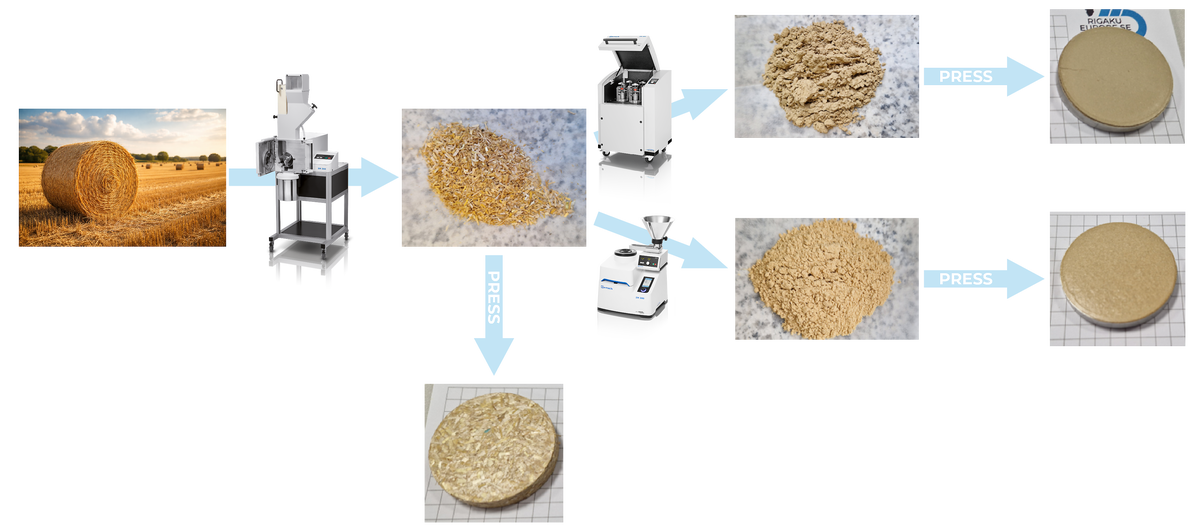
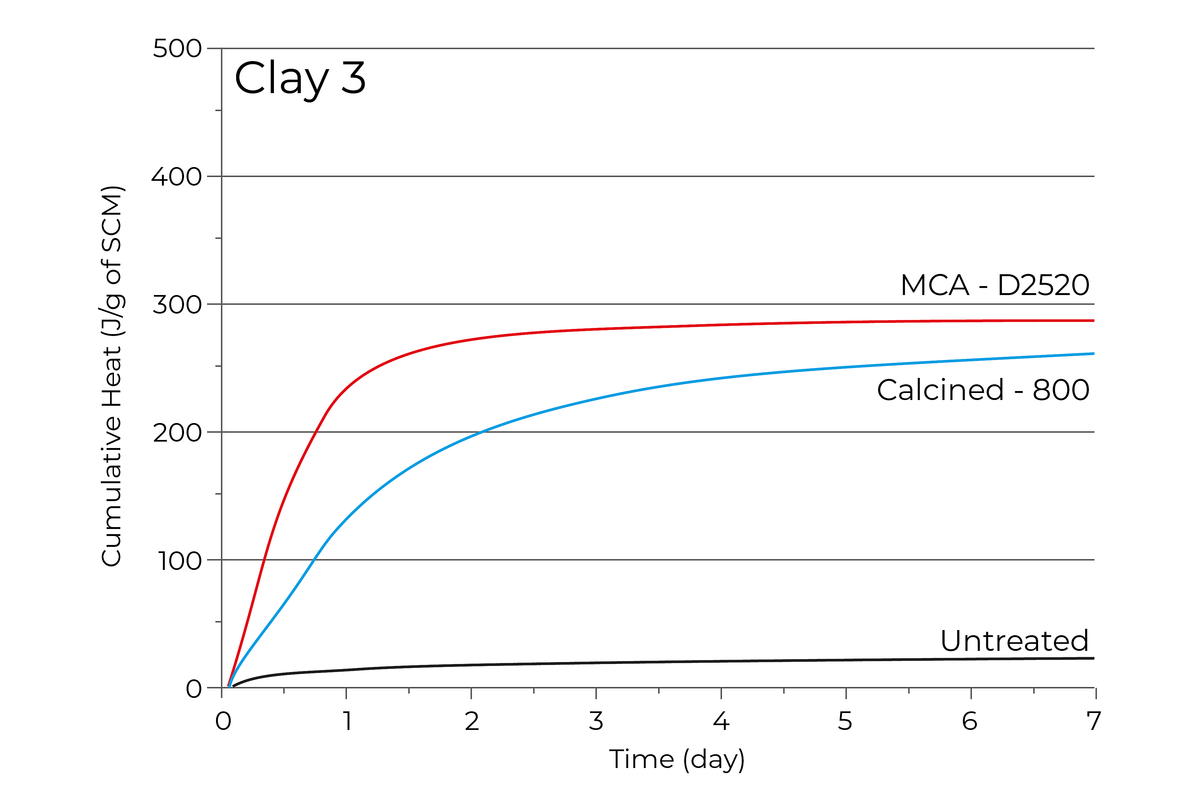
| Calcined clays can be calcined at 800 °C. Although CO₂ is released during calcination - similar to limestone firing - the required temperatures are significantly lower. | - | |||
| Tailings from mining waste can even increase strength of cement depending on their composition. The advantage lies in resource conservation, as waste is reused, e.g. instead of natural sand. | ||||
By replacing clinker or Portland cement, significantly less CO₂ is released. In addition, less fuel is required for heating the rotary kiln.