cCementőrlés és tipikus anyagok homogenizálása a cementgyártási folyamatban
Cementőrlés – Hogyan néz ki a hagyományos cementgyártási folyamat?
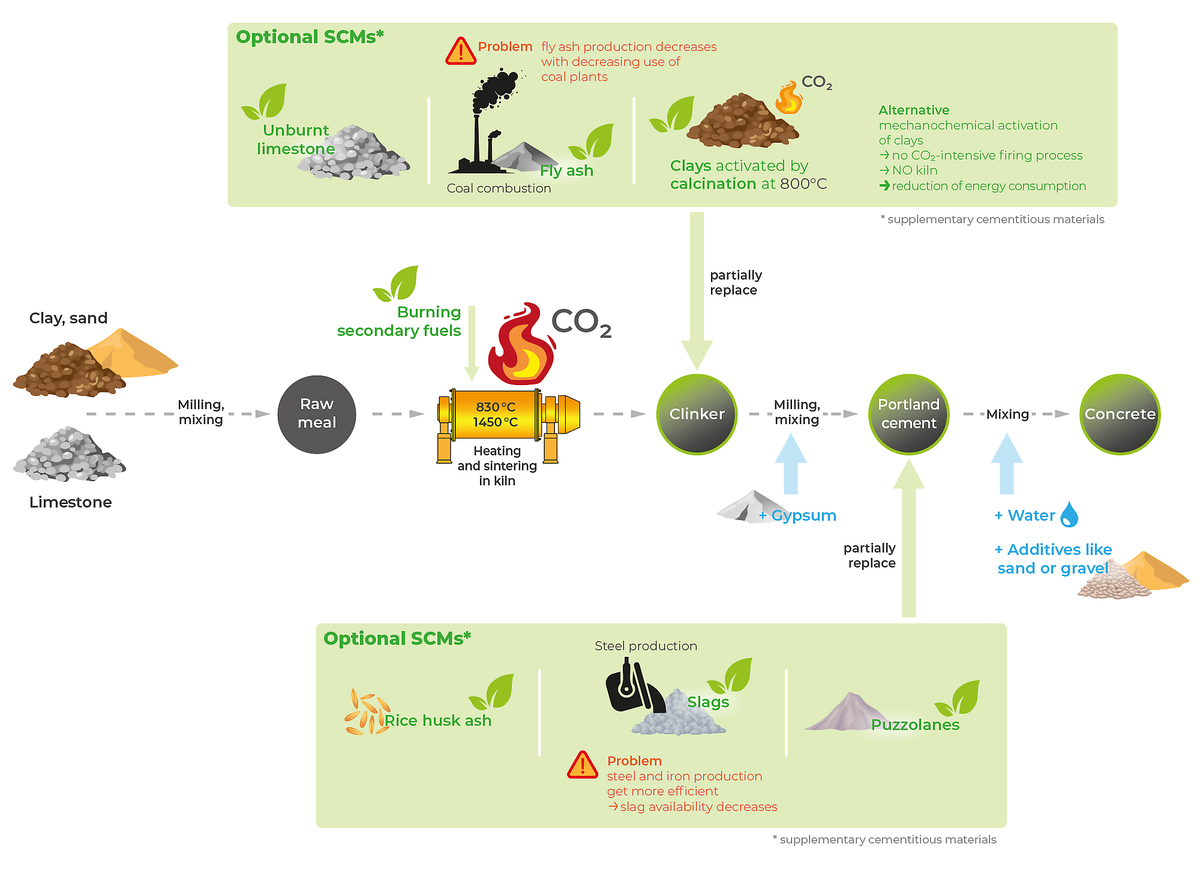
A cementőrlés a cementgyártási folyamat egyik kulcsfontosságú lépése, amely a nyersanyagok előkészítésével kezdődik. A mészkövet, az agyagot és a homokot először zúzzák, hogy csökkentsék a részecskék méretét. A zúzott anyagokat ezután nyerscementporrá őrlik, majd körkemencében körülbelül 1450 °C-ra hevítik. Ezen hőkezelési folyamat során klinker képződik, és elkerülhetetlen melléktermékként CO₂ szabadul fel. Hűtés után a klinkert cementőrlésnek vetik alá, ahol gipsszel és egyéb adalékanyagokkal együtt őrlik, hogy elkészüljön a végső cementtermék.
A cementgyártás során a legnagyobb energiaigény a nyerskeverék kemencében történő hevítéséből adódik. További villamos energia szükséges a cement őrléséhez, a mészkő zúzásához és a szállítási folyamatokhoz. A teljes CO₂-kibocsátás körülbelül 50%-a a forgókemencében zajló kémiai kalcinációs reakcióból származik, míg a fennmaradó kibocsátás az üzemanyag-égetésből és a villamosenergia-fogyasztásból ered. Még megújuló energiaforrások használata esetén is a cementgyártás elválaszthatatlanul jár ezekkel a folyamatokkal kapcsolatos CO₂-kibocsátásokkal. A cementet végül vízzel és adalékanyagokkal keverik össze habarcs vagy beton előállításához. Az állandó termékminőség biztosítása érdekében minden nyersanyagot, félkész terméket és végterméket szigorú minőség-ellenőrzésnek kell alávetni. A laboratóriumi elemzések és a darálók és őrlők segítségével végzett megbízható mintakészítés ezért a modern cementgyártás elengedhetetlen elemei.