Traitement et activation des matières cimentaires supplémentaires (MCS) : Matériaux de remplacement du ciment et technologie d'activation de l'argile
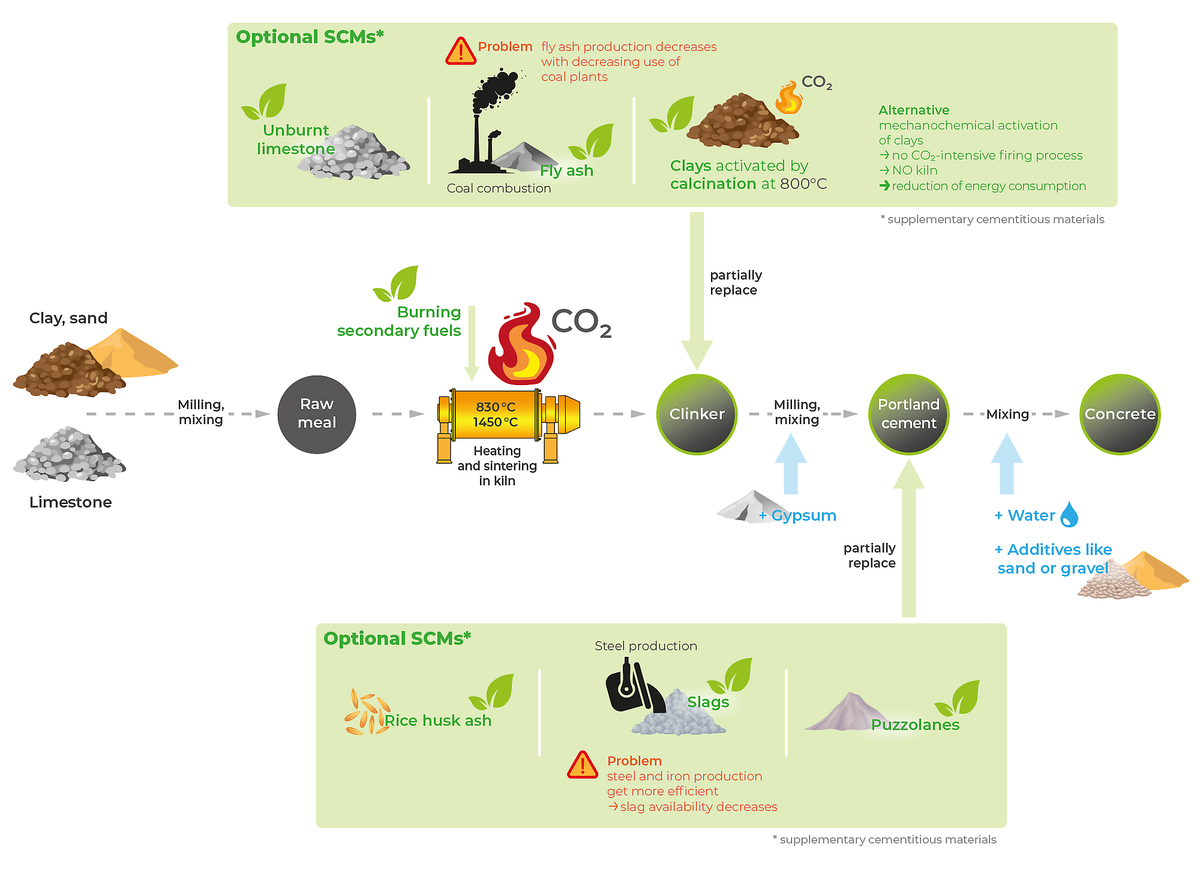
Les matériaux cimentaires d'appoint (MCS) sont des matériaux de remplacement du ciment largement utilisés qui remplacent une partie du calcaire ou du clinker de ciment Portland traditionnel dans le ciment et le béton. L’utilisation de matériaux cimentaires d’appoint (MCS) est l’un des leviers les plus efficaces pour réduire les émissions de CO2 car la production de clinker génère de grandes quantités de CO2 : d’abord à partir de la réaction chimique lors de la calcination du calcaire, et ensuite à partir de la demande énergétique du procédé de four à haute température. En remplaçant par exemple une partie du clinker par des SCM, il faut moins de clinker, ce qui réduit directement les émissions de CO2 liées aux procédés. De plus, de nombreuses MCS sont des sous-produits industriels ou des ressources minérales disponibles localement, ce qui peut réduire la consommation de ressources vierges et appuyer les principes de l’économie circulaire.
| Clinker Substitute | Alternative à Portland Cement | |||
| Calcaire imbrûlé | Calcaire imbrûlé | |||
| Coquillages contiennent de grandes quantités de chaux et, une fois moulu, peut être utilisé de la même manière que le calcaire imbrûlé. | Scories : Les déchets de la production d'acier sont recyclés. Cependant, ces procédés industriels sont de plus en plus efficaces, réduisant la disponibilité des scories. | |||
| Cendres volantes : En raison de la diminution de l'utilisation des centrales au charbon, la disponibilité des cendres volantes diminue régulièrement. | Cendres provenant de déchets alimentaires, comme les enveloppes de riz, peuvent être utilisées pour remplacer le ciment Portland. | |||
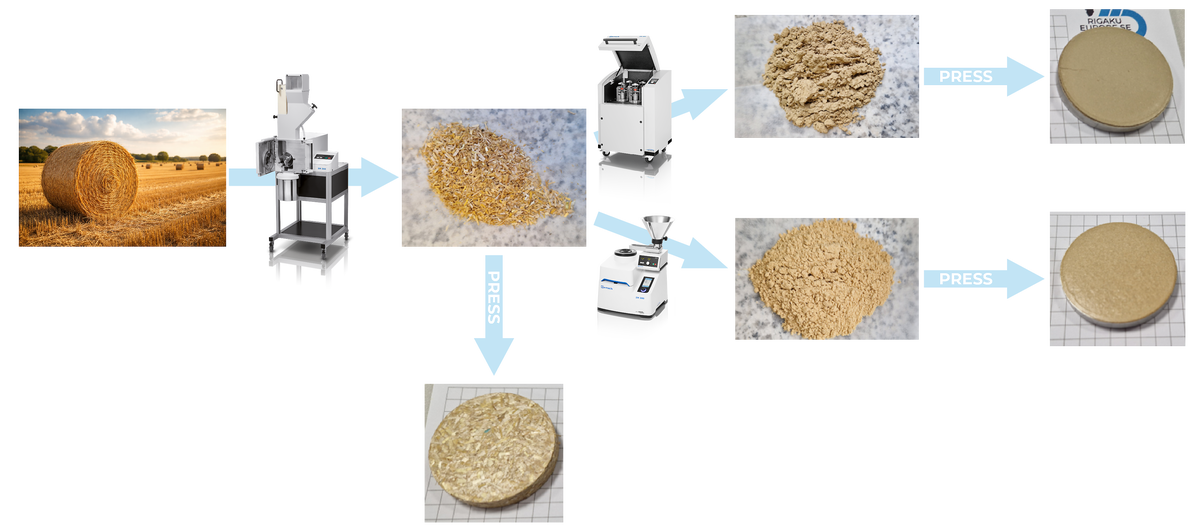
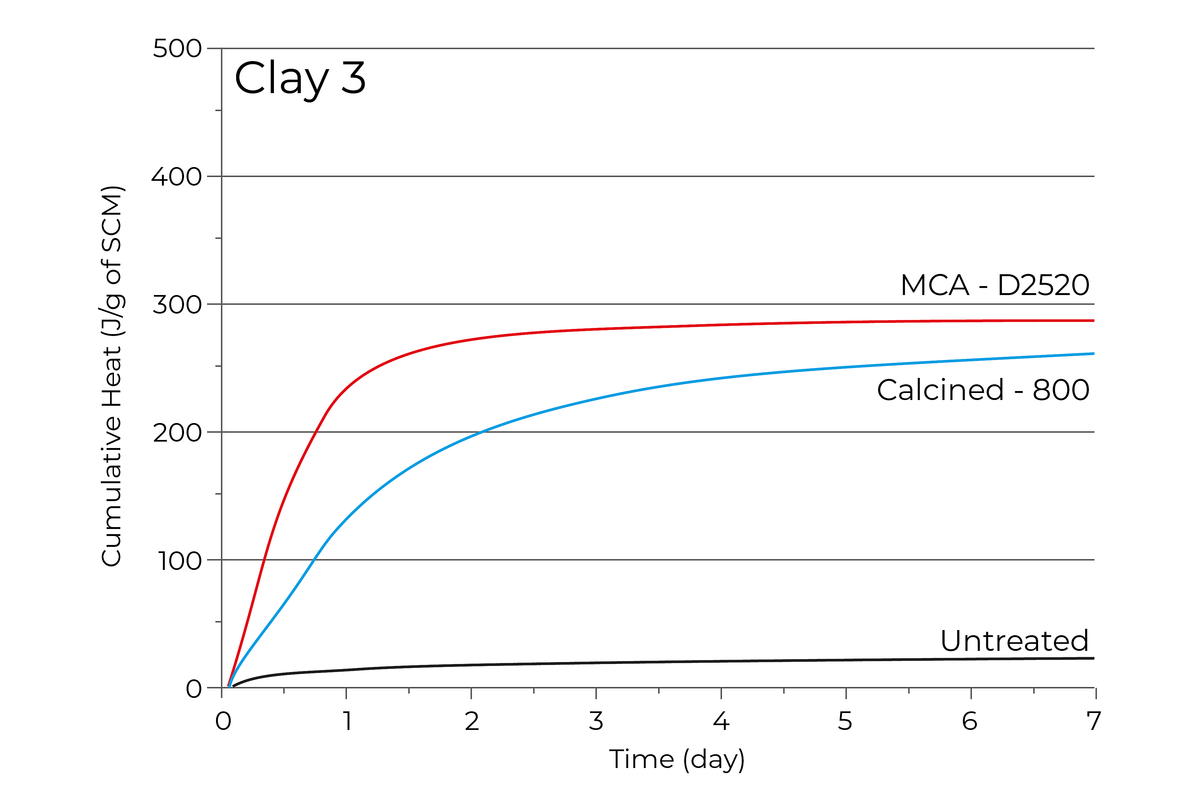
| Argiles calcinées peut être calciné à 800 °C. Bien que le CO2 soit libéré lors de la calcination - de manière similaire à la cuisson au calcaire - les températures requises sont nettement plus basses. | - | |||
| Résidus miniers peut même augmenter la résistance du ciment selon leur composition. L'avantage réside dans la conservation des ressources, car les déchets sont réutilisés, par exemple à la place du sable naturel. | ||||
En remplaçant le clinker ou le ciment Portland, on dégage beaucoup moins de CO2. De plus, il faut moins de combustible pour chauffer le four rotatif.