Verarbeitung und Aktivierung von supplementary cementitious materials (SCMs): Zementersatzstoffe und Ton activation technology
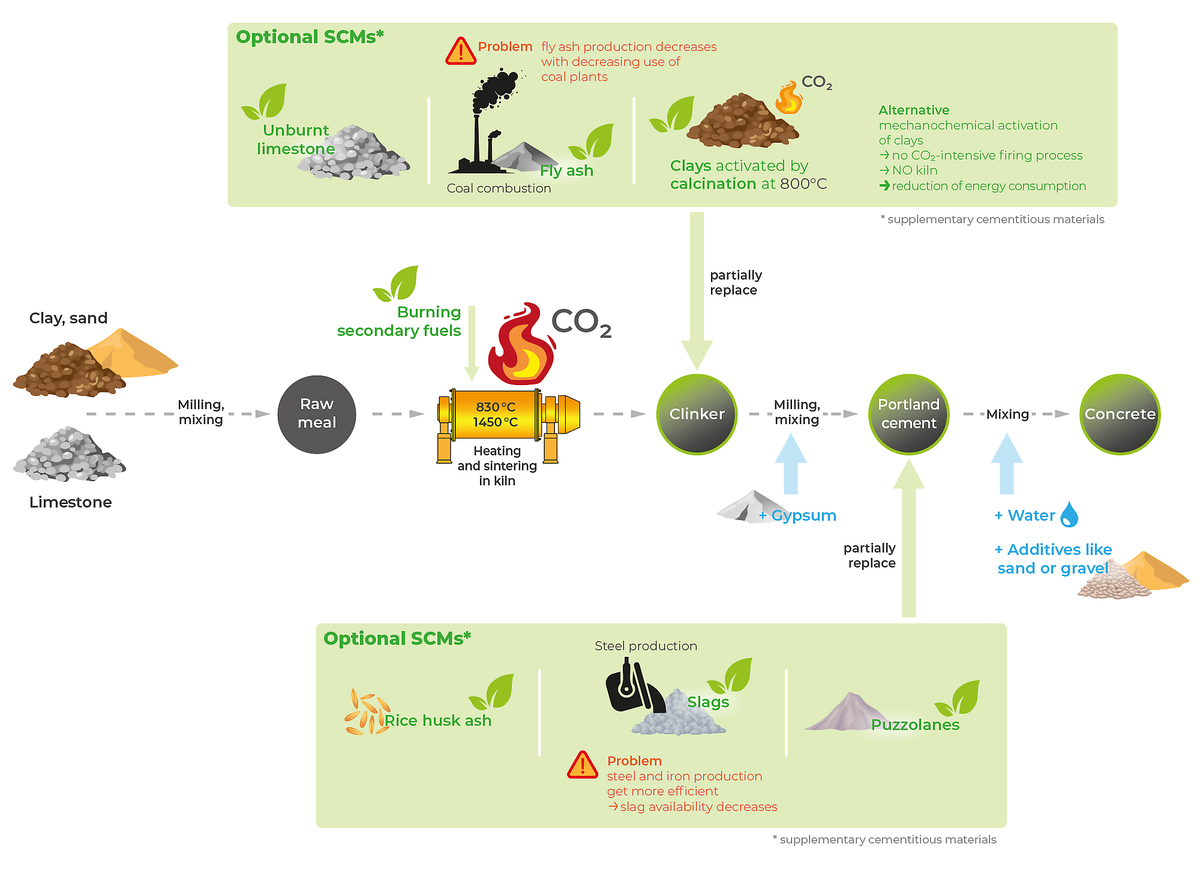
Supplementary cementitious materials (SCMs) sind weit verbreitete Zementersatzstoffe, die einen Teil des Kalksteins oder des traditionellen Portlandzementklinkers in Zement und Beton ersetzen. Der Einsatz von supplementary cementitious materials (SCMs) ist einer der wirksamsten Hebel zur Reduzierung von CO₂‑Emissionen, da die Klinkerproduktion große Mengen CO₂ erzeugt: erstens durch die chemische Reaktion bei der Kalzinierung von Kalkstein und zweitens durch den Energiebedarf des Hochtemperatur‑Ofenprozesses. Durch den Ersatz z. B. eines Teils des Klinkers durch SCMs wird weniger Klinker benötigt, was die prozessbedingten CO₂‑Emissionen direkt senkt. Darüber hinaus sind viele SCMs industrielle Nebenprodukte oder lokal verfügbare mineralische Ressourcen, was den Verbrauch von Primärrohstoffen reduzieren und die Prinzipien der Kreislaufwirtschaft unterstützen kann.
| Klinkerersatzstoff | Ersatz für Portlandzement | |||
| Ungebrannter Kalkstein | Puzzolane | |||
| Muschelschalen enthalten viel Kalk und können gemahlen ebenso wie ungebrannter Kalkstein eingesetzt werden | Schlacken: Abfälle aus z.B. der Stahlproduktion werden wiederverwertet. Allerdings werden diese Produktionsprozesse effizienter, wodurch die Verfügbarkeit von Schlacken vermindert wird. | |||
| Flugasche: Durch immer weniger Einsatz von Kohlekraftwerken reduziert sich aber die Verfügbarkeit von Flugasche zunehmend | Asche aus Lebensmittelabfällenwie die Hülsen von Reis kann eingesetzt werden, um Portlanzement zu ersetzen. | |||
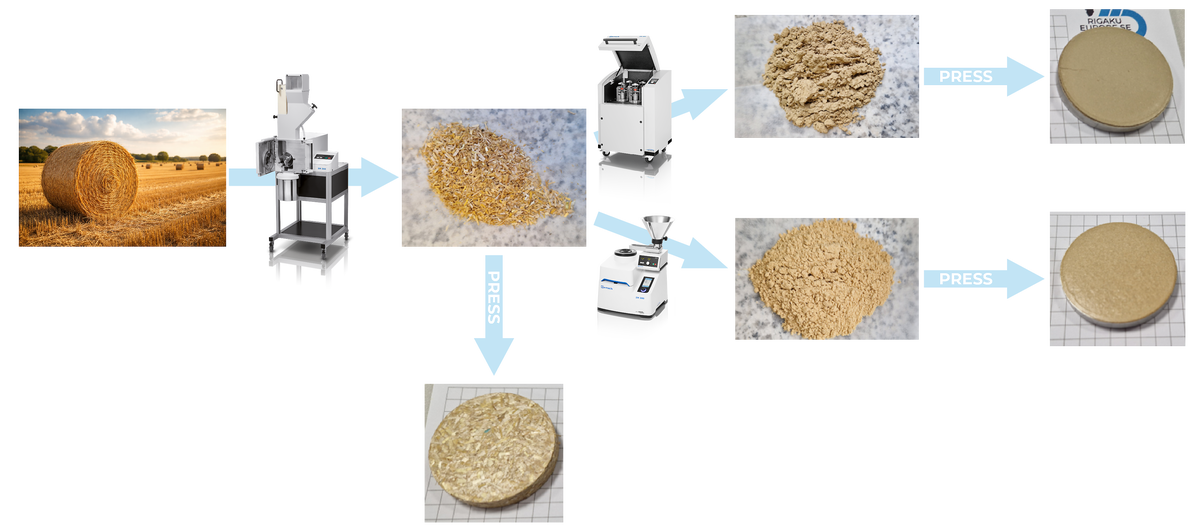
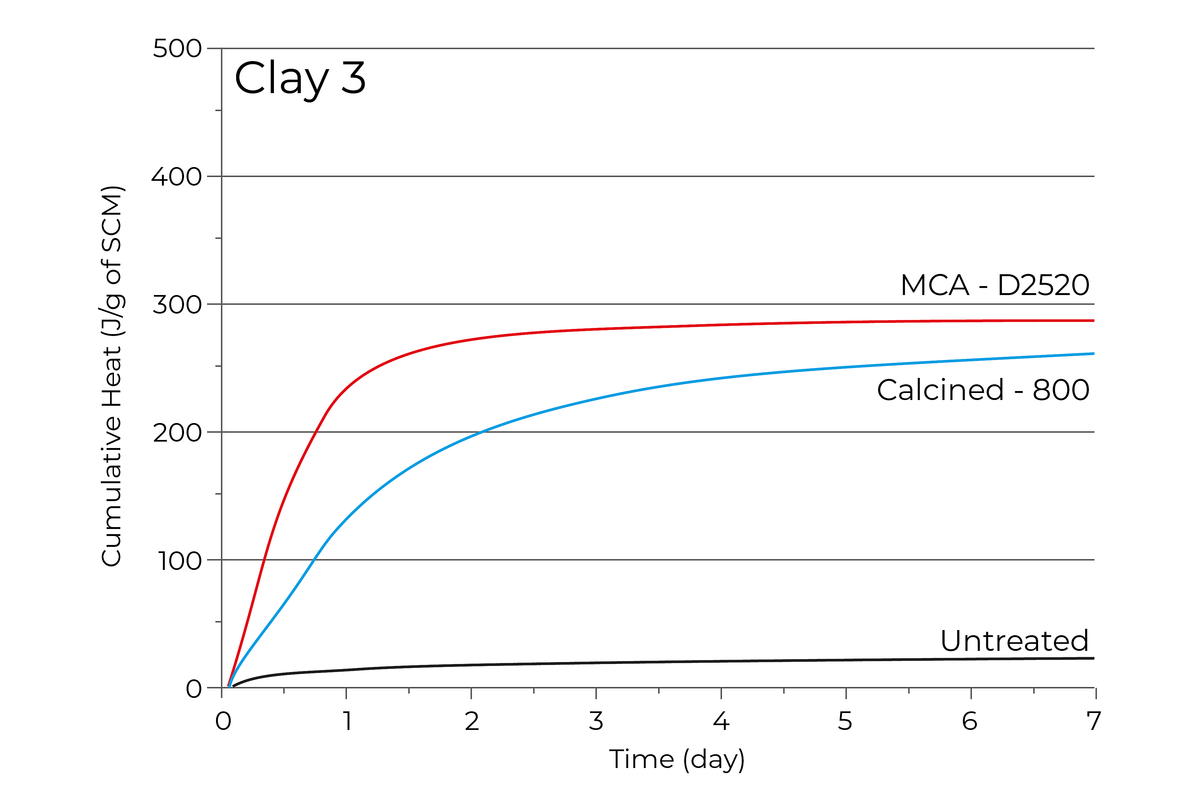
| Calcinierte Tonerden können bei 800°C calciniert werden. Dabei wird ebenfalls CO2 freigesetzt wie beim Brennen von Kalkstein, jedoch sind die benötigten Temperaturen viel geringer. | - | |||
| Tailings aus Bergbauabfällen erhöhen je nach Beschaffenheit sogar die Festigkeit von Zement. Vorteilhaft ist hier die Ressourcenschonung, da anstatt natürliche Sandressourcen Abfälle wieder verwertet werden | ||||
Durch den Ersatz von Klinker oder Portlandzement wird deutlich weniger CO2 freigesetzt. Außerdem werden weniger Brennstoffe für die Drehofen benötigt